 |
嫵庼偑偙偺偁偄偩敪拲偟偨晹昳偑擺昳偝傟偨偺偱丄暘晍傪僌儔僼偵偟偰傒偨傫偱偡偗偳乧丅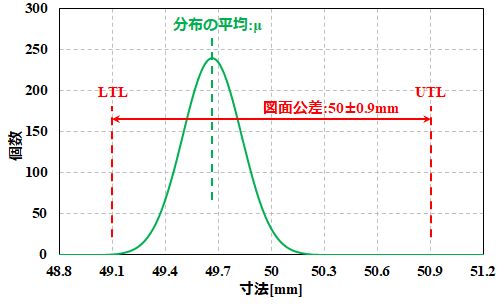 恾1.曃傝偺偁傞惓婯暘晍 | |
 | 側傞傎偳丅 | |
|
偙偺\(C_{\rm p}\)傪寁嶼偡傞偲丄昗弨曃嵎偑0.167mm偱丄岞嵎偑50亇0.9mm側偺偱丄 \[ \begin{align*} C {\rm p} = \frac{(50.9-49.1)}{6 \times 0.167} =1.8 \end{align*} \] 偲側傝傑偡丅 | |
| 側傞傎偳丅 | |
| 偱傕丄暘晍偺暯嬒偼\(\mu\)=49.67mm側偺偱丄岞嵎偺拞墰抣(50mm)偐傜偢傟偰傑偡丅 | |
| 側傞傎偳丅 | |
| \(C_{\rm p}\)偱媍榑偟偰偄偄偺偐丄彮偟媈栤偑巆傞傫偱偡偗偳丅 | |
| 側傞傎偳丅 | |
| "側傞傎偳"偽偭偐傝尵偭偰側偄偱丄巹偺媈栤傪夝徚偟偰偔偩偝偄丅 | |
| 暘晍偵曃傝偑偁傞応崌偺岺掱擻椡巜悢偺峫偊曽丄偲偄偆傢偗偱偡偹丅 | |
| 偦偆偱偡丅 | |
| 妋偐偵丄偦偺応崌偼扨弮側\(C_{\rm p}\)偼揔梡偱偒傑偣傫丅偦偺戙傢傝偵\(C_{\rm pk}\)偲偄偆寁嶼曽朄偑梡堄偝傟偰偄傑偡丅 | |
| k偑捛壛偝傟傑偟偨偹丅 | |
| \(C_{\rm p}\)偼Process Capability index偺棯側傫偱偡偑丄k偼"曃傝"偺摢暥帤偱偡丅 | |
| 偊??偊??擔杮岅側傫偱偡偐?? | |
| 偦偆偱偡傛丅 | |
| 壗偐丄僟僒偄偱偡丅 | |
| 偙偆偄偆昳幙偵懳偡傞峫偊曽偼擔杮偑愭嬱揑偵奐戱偟偰偒偨楌巎偑偁偭偰丄偦偆偄偆僱乕儈儞僌偵側偭偰偄傞傢偗偱偡偐傜丄擩傠屩傝偵姶偠偰偄偄偲巚偄傑偡偗偳丅 | |
| \(C_{\rm pk}\)偼偳偆掕媊偝傟傞傫偱偡偐?? | |
|
\(C_{\rm pk}\)偼丄 \[ \begin{align*} C_{\rm pk} = \frac{({\rm UTL} -\mu)}{3 \sigma} \end{align*} \] \[ \begin{align*} C_{\rm pk} = \frac{(\mu-{\rm LTL})}{3 \sigma} \end{align*} \] 偺偆偪彫偝偄曽傪嵦梡偡傞丄偲掕媊偝傟偰偄傑偡丅 | |
|
掕媊傕偁傫傑傝僗儅乕僩偠傖側偔偰僟僒偄偱偡偹丅偦偆偡傞偲丄1斣栚偺曽偼丄 \[ \begin{align*} C_{\rm pk} = \frac{(50.9 -49.67)}{3 \times 0.167} = 2.47 \end{align*} \] 偱丄2斣栚偺曽偼丄 \[ \begin{align*} C_{\rm pk} = \frac{(49.67 -49.1)}{3 \times 0.167} = 1.13 \end{align*} \] 偩偐傜丄\(C_{\rm pk}=1.13\)偲偄偆偙偲偱偡偹丅 | |
| 偳偆偱偡??\(C_{\rm p}\)傛傝傕彫偝偔側偭偰傑偣傫偐?? | |
| 偁丄杮摉偩丅 | |
| 曃傝偺偁傞応崌偼丄\(C_{\rm pk}\)偵懳偟偰媍榑偟側偄偲丄岺掱擻椡傪惓偟偔昡壙偱偒側偄傫偱偡丅婥傪晅偗傑偟傚偆丅 |
乣\(C_{\rm p}\)(\(C_{\rm pk}\))偑堘偆応崌乣
| 嫵庼丅傕偆1偮媈栤偑偁傞傫偱偡偗偳丅 | |
| 壗偱偟傚偆?? | |
| 晹昳A偲晹昳B偺\(C_{\rm p}\)傪挷傋偰傒偨傜丄堦曽偼\(C_{\rm p}=1.33\)偱丄傕偆堦曽偼\(C_{\rm p}=1.66\)偱偟偨丅 | |
| \(C_{\rm p}\)偑堘偄傑偡偹丅 | |
| 偙偺応崌丄恾柺岞嵎傪巊偭偰愊傒忋偘偺寁嶼傪偟偰傕偄偄傫偱偡偐?? | |
| 僟儊偱偡偹丅\(C_{\rm p}=1.33\)偲偄偆偙偲偼丄晹昳A偺岞嵎偼\(\pm 4\sigma\)偺偮傕傝偱婰嵹偝傟偰傑偡丅偱傕丄晹昳B偼\(C_{\rm p}=1.66\)側偺偱丄岞嵎偼\(\pm 5\sigma\)偺偮傕傝偱婰嵹偝傟偰偄傞偺偱偡丅扨弮偵愊傒忋偘傞傢偗偵偼偄偒傑偣傫丅 | |
| 傗偭傁傝懙偊側偄偲偄偗側偄偱偡傛偹?? | |
| 偦偺偲偍傝偱偡丅廬偭偰丄\(\pm 4\sigma\)偵懙偊傞側傜丄晹昳B偺岞嵎偺曽傪4/5攞偟偰姺嶼偡傞昁梫偑偁傝傑偡丅 | |
| 偳偆偟偰丄偙傫側偙偲偑婲偙偭偪傖偭偨偺偐側乣?? | |
| 偨傇傫丄愝寁幰偑壛岺嬫偲柸枾側懪偪崌傢偣傪偟側偐偭偨偐傜偠傖側偄偱偡偐偹?? | |
| 傆乣傫丅 | |
| 偙偙偱愢柧偟偨峫偊曽偼丄孞傝曉偟偵側傝傑偡偑丄惓婯暘晍偱偁傞偲偄偆壖掕傪抲偄偰偄傞偙偲傪朰傟偰偼偄偗傑偣傫丅壖掕偼丄偁偔傑偱壖掕偱偟偐側偔丄杮摉偼偳偆側偭偰偄傞偐丄愝寁幰傕棟夝偟偰偍偔昁梫偑偁傞偲巚偄傑偡丅 | |
| 壛岺曽朄偲偐丄壛岺偡傞恖偵傛偭偰傕丄壗偐堘偄偦偆偱偡傕傫偹丅 | |
| 僾儗僗壛岺側偳偼丄抁婜娫偱尒傟偽惓婯暘晍偱晹昳偑偽傜偮偒傑偡偑丄宱擭偱嬥宆偑杸栒偟偰偄偔偺偱丄惓婯暘晍偑彊乆偵僔僼僩偟偰偄偔傛偆側怳傞晳偄傪偡傞偼偢偱偡丅傑偨丄儁儗僢僩庽帀傪巊偭偰庽帀晹昳傪幩弌惉宆偡傞応崌傕丄1儘僢僩偱尒傟偽惓婯暘晍偱晹昳偑偽傜偮偔偱偟傚偆偑丄儘僢僩偺堎側傞儁儗僢僩庽帀傪巊偊偽丄暯嬒傕昗弨曃嵎傕堎側傝傑偡丅偦傟偲丄曅懁岞嵎偺榖傪埲慜偵偟傑偟偨偹丅 | |
| 妎偊偰傑偡傛丅拞怱怳傝暘偗偵偡傞傫偱偟偨傛偹?? | |
| 偦偆側傫偱偡偑丄壛岺嬫偺曽偱晹昳偺婡擻惈傪峫椂偟丄椺偊偽岞嵎偺戝偒偄曽傊曃傜偣偰壛岺偟偨曽偑偄偄偲敾抐偡傞偐傕偟傟傑偣傫丅 | |
| 偦偆偡傞偲丄拞怱怳傝暘偗偼娫堘偭偰傑偡偹丅 | |
| 偮傑傝丄偙偙偱愢柧偟偨峫偊曽偼丄寁嶼偺傗傝傗偡偝傪廳帇偟偨傕偺偱偁偭偰丄昁偢偟傕尰幚傪斀塮偟偰偄側偄儕僗僋偑撪嵼偟偰偄傞偲擣幆偟偨曽偑偄偄傢偗偱偡丅 | |
| 偱傕丄偡傋偰偺壛岺嬈幰偵丄壛岺偵懳偡傞巚憐傒偨偄側偙偲偼恥偗側偄偱偡傛丅 | |
| 偼偄丅偦偙偑擸傑偟偄栤戣偱偡丅彮側偔偲傕丄愝寁嬫偼栍栚揑偵寁嶼庤朄偩偗傪怳傝傑傢偡偺偱偼側偔丄帺暘偨偪偺埖偭偰偄傞傗傝曽偺尷奅偼抦偭偰偍偄偨曽偑偄偄偲巚偄傑偡丅 |
| 慜暸傊 | 栠傞 |